11月12日,2025“网聚美好安徽”网络主题活动采访团走进素有“中国古铜都,当代铜基地”之称的铜陵市,探访铜陵有色金属集团股份有限公司(以下简称“铜陵有色”)的现代化冶炼实践。
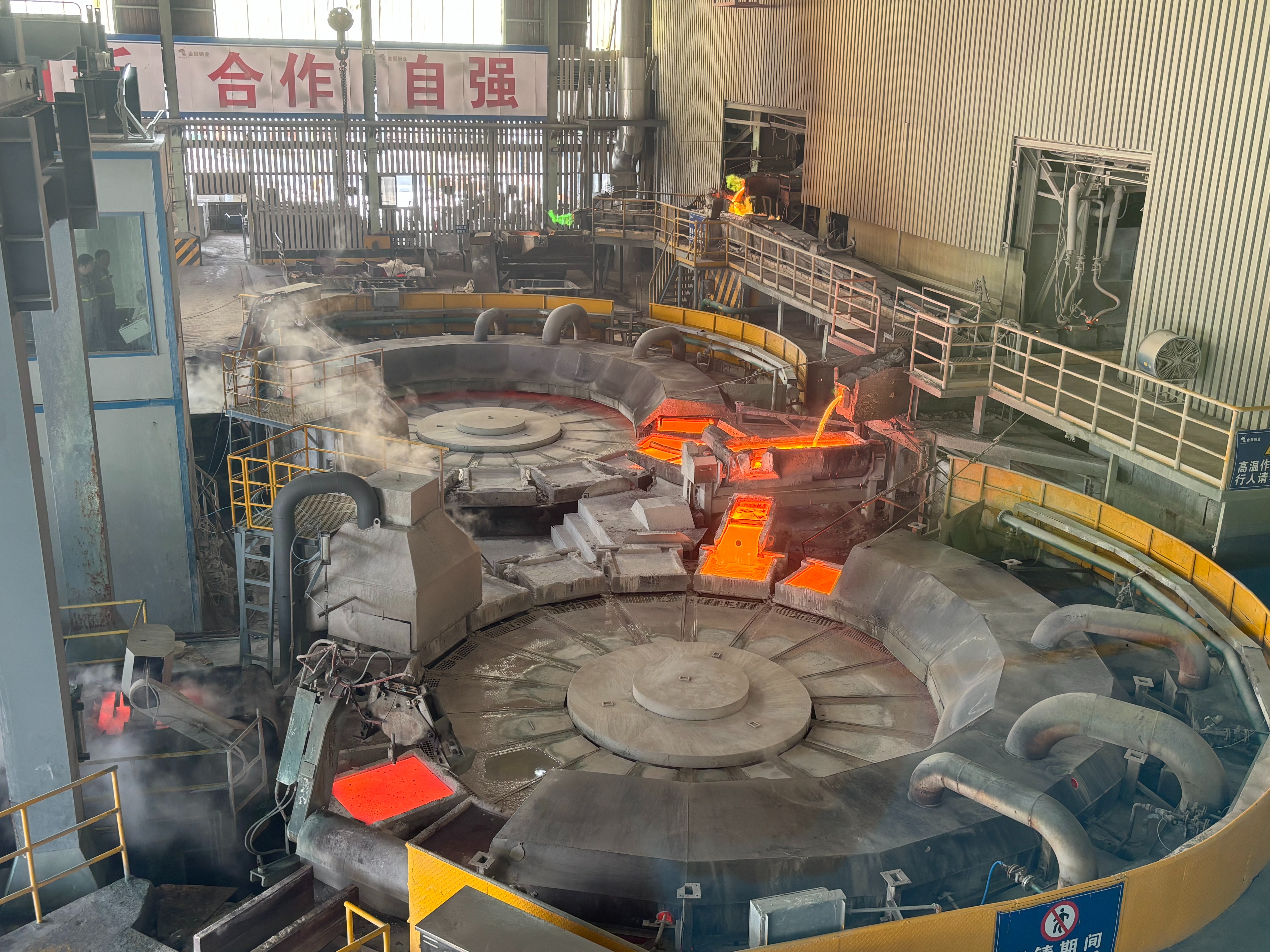
在铜陵有色金冠铜业分公司双闪冶炼车间,橙红刺亮的铜水正起伏流动,缓缓注入双圆盘浇铸机。随后,智能运输系统将一块块重达近400公斤、经水槽冷却后的阳极板,精准输送至下一道电解工序。
“在后续的湿法电解过程中,铜的纯度将进一步提升至99.99%。”金冠铜业双闪精炼车间主任孟凡伟介绍,“未经提炼的阳极板中还富含金、银等贵金属。仅黄金一项,公司年产量就达到10吨,占全省总产能的三分之一。”
作为世界500强企业——铜陵有色金属集团旗下的主力工厂,金冠铜业分为“双闪”和“奥炉”两个厂区。近年来,公司大力推进智能工厂建设,在电解系统、选矿系统、产品内部转运及行车等多个领域实现了智能化技术升级,目前,已集成闪速熔炼、闪速吹炼、顶吹熔炼、智能数控吹炼等多项国际领先的冶炼工艺。其阴极铜优质品率、铜冶炼综合能耗、电解电流效率等多项关键技术指标均达到国际领先水平。

“金冠铜业是全球规模最大的单体矿铜冶炼工厂,每年可处理矿铜72万吨。”孟凡伟表示。2024年,公司生产电铜73.97万吨、硫酸258.03万吨、黄金13.52吨、白银291.36吨,实现销售收入587.28亿元,利润18.20亿元。
在追求产能与效益的同时,金冠铜业始终坚持绿色、低碳、循环的发展路径,将环保理念深度融入生产全流程。
在资源综合利用方面,公司实现了“吃干榨尽”式的绿色冶炼。冶炼渣中含有的铜被有效回收,每年回收铜量超过2.9万吨;产生的尾矿作为下游水泥产业的添加料,实现固废零排放。此外,冶炼过程中产生的高温烟气通过锅炉回收,转化为蒸汽用于发电。
“我们每年通过余热发电约2.3亿度,可满足全厂用电需求的25%。”孟凡伟补充道。得益于低温热回收等技术的成功应用,公司硫酸生产能耗甚至实现负值,提前达成碳中和目标,走出了一条高效、清洁的绿色冶炼之路。
创新是驱动企业高质量发展的核心动力。“十四五”以来,公司累计立项60余项科研课题,覆盖节能减排、资源综合利用、智能化自动化等关键领域,多项成果荣获省部级和行业科技奖项,形成专利130余项。2024年,公司获国家知识产权局授权发明专利12项,创历史新高。截至目前,已累计获得各类知识产权授权281项,为产业升级与技术突破提供了有力支撑。
在持续推进绿色转型的同时,金冠铜业也在生产数字化方面迈出坚实步伐,推动传统冶炼向智能制造深度演进。
“我们以数字孪生、智能互联为核心,搭建了奥炉电解车间综合信息管控平台。”金冠铜业分公司奥炉电解车间主任王显超介绍,以阴极铜生产过程中的短路检测为例,借助数字系统的红外监测功能,能够在880个电解槽中精准定位问题槽口,极大提升了故障排查效率。
据悉,以数字孪生、智能互联为核心,金冠铜业搭建了奥炉电解车间综合信息管控平台,完成了DCS系统、机组PLC系统、视频监控系统和生产控制系统等多个系统的充分融合,实现了生产数据集成和可视化直观展示,循环系统和4套机组生产作业集中控制,达到了奥炉电解车间生产监管数字化、作业管控智能化目标,实现数字化发展。
铜陵有色的发展并非“形单影只”,作为这座城市的中流砥柱,它成功带动并见证了铜陵从“古铜都”向现代化工业体系的华丽转型。
放眼全市,一幅多元蓬勃的产业图景正徐徐展开:当前,铜陵逐步形成了以铜、化工为主导,电子信息、装备制造、节能环保等齐头并进的产业发展格局,不仅是全国八大有色金属工业基地之一,也是全国重要的硫磷化工基地、国家级电子材料产业基地、长江流域重要的建材生产基地。现有千亿元以上企业1家,百亿元企业2家,铜陵有色、精达股份、六国化工、蓝盾光电、晶赛科技、富乐德等11家上市公司,工业化率达60.3%。
从绿色冶炼到数字赋能,铜陵有色金冠铜业以创新为引领,通过智能化改造与节能降耗并举,不仅实现了资源高效利用与清洁生产,更在数字化转型中提升了精准管控与运营效能,正向一条兼顾经济效益、环境友好与技术领先的高质量发展道路进发。
 网站首页 >
省内 > 正文
网站首页 >
省内 > 正文 皖公网安备 34011102000932号
皖公网安备 34011102000932号







